Spindle Repair Case Study
Spindle เป็นหัวใจสำคัญของเครื่อง CNC Machine โดยทำหน้าที่หมุน Tool หรือชิ้นงานด้วยความเร็วสูงและต้องมีความแม่นยำสูงมาก หาก Spindle เกิดปัญหา จะส่งผลโดยตรงต่อคุณภาพของชิ้นงานและประสิทธิภาพการผลิตของโรงงาน
ในโรงงานอุตสาหกรรม โดยเฉพาะสายการผลิตยานยนต์ เครื่อง CNC ต้องทำงานต่อเนื่องตลอด 24 ชั่วโมง ทำให้ Spindle มีโอกาสสึกหรอจากการใช้งานหนัก เช่น Bearing เสีย ความร้อนสะสม หรือระบบหล่อลื่นผิดปกติ
บทความนี้เป็นกรณีศึกษาจริงเกี่ยวกับการซ่อม Spindle CNC ของโรงงานยานยนต์ ที่พบอาการเสียงดังผิดปกติ และตรวจพบว่า Bearing ภายในเสียหาย พร้อมอธิบายขั้นตอน Overhaul Spindle และผลลัพธ์หลังซ่อม เพื่อเป็นแนวทางสำหรับวิศวกรโรงงานและทีมซ่อมบำรุง
ลูกค้าโรงงานยานยนต์
ลูกค้าเป็นโรงงานผลิตชิ้นส่วนยานยนต์ ที่ใช้เครื่อง CNC Machining Center ในการผลิตชิ้นส่วนโลหะความแม่นยำสูง
เครื่องจักรที่เกิดปัญหาใช้งานต่อเนื่องมานานหลายปี โดยพบอาการดังนี้
- Spindle มีเสียงดังผิดปกติ
- Surface Finish ของชิ้นงานไม่เรียบ
- มี Vibration สูงขณะ Machining
- Tool Life สั้นลง
- Spindle ร้อนผิดปกติ
- งานเริ่มไม่ได้ขนาด
ทีม Maintenance ของโรงงานพยายามตรวจสอบเบื้องต้น พบว่าเสียงดังเกิดจากบริเวณ Spindle Head และอุณหภูมิของ Housing สูงกว่าปกติ
หลังจากวิเคราะห์เพิ่มเติม จึงตัดสินใจถอด Spindle ออกเพื่อตรวจสอบภายในอย่างละเอียด
อุปกรณ์ที่ส่งเข้าซ่อม
- CNC Spindle Unit
- Tool Holder
- Encoder
- Cooling System
Spindle เสียงดัง
อาการ Spindle เสียงดัง เป็นสัญญาณสำคัญที่บ่งบอกว่า Spindle เริ่มมีปัญหา และหากปล่อยไว้อาจทำให้เกิดความเสียหายรุนแรงจนต้องเปลี่ยนทั้งชุด
สาเหตุที่พบได้บ่อยของ Spindle เสียงดัง
- Bearing สึกหรอ
Bearing เป็นชิ้นส่วนที่เสียบ่อยที่สุดในระบบ Spindle เพราะต้องรับโหลดและความเร็วรอบสูงตลอดเวลา
อาการที่พบ
- เสียงหอน
- เสียงครืด
- Vibration สูง
- Lubrication ไม่เพียงพอ
หากระบบหล่อลื่นมีปัญหา จะทำให้ Bearing ร้อนและสึกหรอเร็วขึ้น
ผลกระทบที่เกิดขึ้น
- Overheat
- Bearing Damage
- Shaft Damage
- Tool Holder Balance ไม่ดี
Tool Holder ที่ไม่สมดุล จะทำให้เกิด Vibration สูง และส่งผลต่อ Bearing ของ Spindle
- Cooling System ผิดปกติ
Chiller หรือ Cooling Fan ที่ทำงานผิดปกติ จะทำให้ความร้อนสะสมภายใน Spindle สูงเกินไป
- โหลดการตัดสูงเกินไป
Cutting Condition ที่หนักเกินไป เช่น Feed Rate หรือ Depth of Cut สูงเกินกำหนด จะทำให้ Spindle รับโหลดมากเกินไป
Bearing เสีย
หลังจากทีมวิศวกรถอด Spindle ออกมาตรวจสอบ พบว่า Bearing ภายในเกิดความเสียหายอย่างชัดเจน
สาเหตุของ Bearing เสีย
- อายุการใช้งาน
Bearing ของ Spindle มีอายุการใช้งานจำกัด โดยเฉพาะเครื่องที่ทำงานต่อเนื่องตลอดเวลา
- ความร้อนสะสม
Cooling System ที่ทำงานผิดปกติ จะทำให้ Bearing ร้อนเกินไป และสูญเสียคุณสมบัติของจาระบี
- Lubrication เสื่อมสภาพ
จาระบีที่เสื่อมหรือมีสิ่งสกปรกปนเปื้อน จะทำให้ผิว Bearing สึกหรอเร็ว
- Vibration สูง
Tool Holder ที่ Balance ไม่ดี หรือโหลด Mechanical สูง จะทำให้ Bearing รับแรงกระแทกมากเกินไป
- สิ่งสกปรกภายในระบบ
ฝุ่น โลหะ หรือ Coolant ที่เข้าไปภายใน Spindle จะทำให้ Bearing เสียหายอย่างรวดเร็ว
วิธีป้องกัน
การป้องกัน Inverter Fault Code จะช่วยลด Downtime และยืดอายุการใช้งานของเครื่องจักรได้อย่างมาก
ทำ Preventive Maintenance (PM)
ควรตรวจสอบ Inverter ทุก 6 เดือน
ทำความสะอาดตู้ Control
ฝุ่นและความชื้นเป็นสาเหตุสำคัญที่ทำให้อุปกรณ์เสีย
ตรวจสอบ Cooling Fan
Cooling Fan ที่เสียจะทำให้ Inverter ร้อนผิดปกติ
ตรวจสอบระบบไฟฟ้า
ควรติดตั้ง Stabilizer หรือ UPS เพื่อลดปัญหาไฟกระชาก
ตรวจสอบโหลด Mechanical
โหลดของมอเตอร์ต้องไม่เกินกำลังของ Inverter
Overhaul Spindle
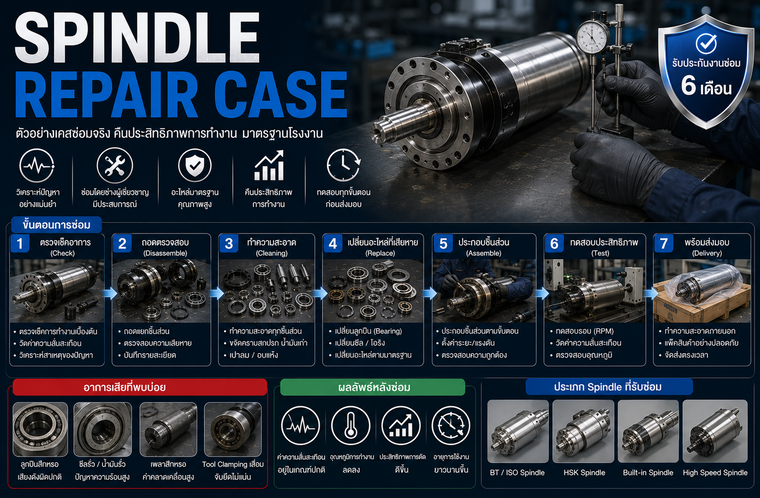
หลังจากวิเคราะห์ปัญหา ทีมวิศวกรได้ดำเนินการ Overhaul Spindle ตามขั้นตอนมาตรฐาน
ขั้นตอนที่ 1 ถอดแยกชิ้นส่วน Spindle
ถอดชิ้นส่วนทั้งหมดออกจาก Housing อย่างระมัดระวัง เช่น
- Bearing
- Shaft
- Encoder
- Seal
- Cooling System
ขั้นตอนที่ 2 ตรวจสอบ Shaft และ Housing
ตรวจสอบว่า
- Shaft มีรอยสึกหรือไม่
- Housing ผิดรูปหรือไม่
- Runout เกินมาตรฐานหรือไม่
ขั้นตอนที่ 3 เปลี่ยน Bearing ใหม่
เลือกใช้ Precision Bearing ตาม Spec เดิมของผู้ผลิต เพื่อให้รองรับความเร็วรอบสูงและความแม่นยำของเครื่อง CNC
ขั้นตอนที่ 4 ทำความสะอาดระบบทั้งหมด
ทำความสะอาด
- Housing
- Shaft
- Lubrication Path
- Cooling System
เพื่อกำจัดสิ่งสกปรกและคราบน้ำมันเก่า
ขั้นตอนที่ 5 ประกอบและตั้งค่าใหม่
ประกอบ Spindle ใหม่ พร้อมตั้งค่า
- Bearing Preload
- Runout
- Balance
ให้ได้ตามมาตรฐานของเครื่อง CNC
ขั้นตอนที่ 6 Test Run และ Vibration Test
หลังประกอบเสร็จ ต้องทดสอบ
- ความเร็วรอบ
- อุณหภูมิ
- Vibration
- Runout
เพื่อให้มั่นใจว่า Spindle ทำงานได้อย่างสมบูรณ์
ผลลัพธ์หลังซ่อม Test run
หลังจากดำเนินการ Overhaul Spindle และ Test Run พบว่า
- เสียงดังหายไป
- Vibration ลดลงอย่างชัดเจน
- Surface Finish ของชิ้นงานดีขึ้น
- Spindle ทำงานเงียบขึ้น
- อุณหภูมิอยู่ในค่าปกติ
- Runout อยู่ในมาตรฐาน
ทีมวิศวกรได้ทำ Continuous Run Test ต่อเนื่องหลายชั่วโมง เพื่อจำลองการใช้งานจริงในโรงงาน
ผลการทดสอบพบว่า Spindle สามารถกลับมาใช้งานได้อย่างเสถียร และเครื่อง CNC กลับมาผลิตงานได้ตามปกติ
แนวทางป้องกัน Spindle เสียซ้ำ
- ทำ Preventive Maintenance ทุก 6 เดือน
- ตรวจสอบ Lubrication อย่างสม่ำเสมอ
- ตรวจสอบ Vibration ของ Spindle
- ตรวจสอบ Cooling System
- ใช้ Tool Holder ที่ Balance ดี